Steel structure processing (I)–Preparation work before processing
News 2022-06-14
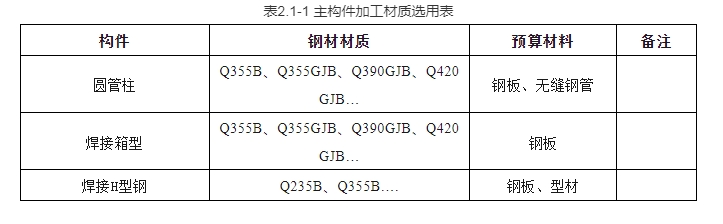
Technical preparation (1) Review whether the design documents are complete and reasonable and meet the *** standards. Design documents include design drawings, construction drawings, drawing descriptions and design change notices, etc. Whether it has been signed by the design, proofreading and reviewing personnel, stamped by the design institute, archived by the construction department, checked by the supervision unit, and signed by the construction unit and the construction unit. (2) Check whether the sections of the steel structure in the construction drawings meet the requirements based on the actual lifting capacity and transportation conditions of the factory and construction site; whether the process conditions of the factory and construction site meet the design requirements. Detailed design of components according to the design documents for easy processing, production and installation. (3) Before the steel structure begins processing, the technical person in charge should organize on-site quality inspection, foreman, and technical quality inspection personnel of the operation team to be familiar with the drawings and construction plans, learn relevant specifications and standards, and provide written briefings. 2. Material preparation 2.1 The selection of steel processing materials is generally carried out in accordance with the requirements of the following table:
2.2 Welding Materials
(1)The welding wires used shall be uniform in thickness, free from rust, and the copper-plated layer of the wires shall not peel off.
(2)Electrodes must be dried before use: acid electrodes at 150℃ for 1 hour; basic electrodes at 350℃ for 2 hours. Then transfer to a low-temperature oven at about 100℃ and take them as needed.
(3)Flux drying temperature: 250-400℃, with an insulation time of 2 hours.
(4)According to the design requirements and the results of welding process qualification, the selection of welding materials is shown in the following table.

Material Inspection Flowchart
All main steel materials and welding materials such as welding wires used in this project shall be re-inspected according to the inspection and test plan. Welding wires should be sampled for testing in one group per five batches (equivalent to furnace batches), and electrodes should be sampled in one group per three batches (equivalent to furnace batches). One group of welding materials planned for the processing plant and one group for on-site welding shall be tested in a third-party testing unit.
3.3 Material Storage Requirements
(1)Before the materials used in this project enter the site, brand submission shall be carried out as required by the owner. After the materials enter the site, samples shall be taken for inspection under the witness of the supervisor, and photos shall be taken with a sign indicating the date.
(2)Qualified materials after inspection shall be stacked by variety, specification and batch, with clear identification.
(3)Material storage and finished product management shall be responsible by a dedicated material clerk. There shall be records for material warehousing and issuance, and the variety, specification and performance of materials shall be verified during issuance and receipt.
(4)Remaining materials shall be recycled and managed: when returning to the warehouse, the variety, specification and quantity shall be verified, and stored by classification.
(5)Welding material storage shall comply with the following regulations:
1)When welding materials arrive at the factory, the material manager shall check the material, specification, quantity and batch number one by one according to the purchase list, and register all welding materials.
2)All welding materials must be accompanied by a quality certificate provided by the original manufacturer.
3)Except for electrodes, all welding materials are required to be re-inspected by batch. After passing the re-inspection, they shall be marked for distinction.
4)Welding materials used in this project shall be stored separately and shall not be mixed with other engineering materials.
5)Welding wires shall be stored in a dry and ventilated place to prevent surface rust.
6)Welding materials shall be issued by a dedicated person with issuance records; welders shall receive qualified welding materials from the electrode room as required by the project, and the received electrodes must be properly stored without random placement.
4 Material Management
4.1 Material Entry Inspection
(1)Inspection Methods
All materials are ordered according to the design institute’s drawings. For the materials used in fabrication, strict quality control shall be implemented to ensure the quality of the entire project.
After materials are warehoused, quality inspectors shall inspect and test the incoming materials:
① Inventory the quantity of various steel sections and plates according to the supply list provided by the supplier, and calculate the received weight;
② According to the dimensions and tolerance requirements of plates, steel sections and plates provided by the supplier, spot-check the cross-sectional dimensions of steel sections, the length, width, thickness and flatness of various specifications of plates, and inspect the outer surface quality of plates, steel sections and plates;
③ Timely carry out re-inspection of steel, friction surface anti-slip coefficient inspection, and sampling inspection of re-inspection for electrodes, welding wires and other materials in accordance with design drawings and relevant specifications;
④ Summarize each inspection record and submit it to the project department for filing;
Select a suitable site or warehouse to store the project materials, stack them intensively by variety and specification, mark and protect them to prevent unauthorized use or improper disposal, and regularly check the quality status to prevent damage.
4.2 Welding Material Management
Electrodes shall comply with the provisions of the current standard Non-alloy and Fine Grain Steel Electrodes (GB/T 5117-2012), and the selected electrodes shall match the main metal. The welding wires and fluxes for automatic and semi-automatic welding shall match the main structure. Fluxes shall comply with Fluxes for Submerged Arc Welding of Carbon Steel (GB/T 5293-1999) and Fluxes for Submerged Arc Welding of Low Alloy Steel (GB/T 12470-2003).
The following points shall also be noted in welding material management:
(1)Welding materials shall have complete material certificates and can only be warehoused after being inspected and confirmed as qualified;
(2)Welding materials shall be stacked by material, type and specification in a dry room; electrodes shall not be rusted, damaged or dirty.
(3)Welding materials shall be issued by a dedicated person with issuance records; welders shall receive qualified welding materials from the warehouse as required by the project, and the received electrodes must be placed in an insulated cylinder for use as needed; remaining electrodes shall be returned to the electrode room on the same day.
(4)Welding materials shall be dried and insulated according to the instruction manual, with baking records for reference; when drying electrodes, sudden placement in a high-temperature furnace or sudden removal from high temperature for cooling shall be prevented to avoid coating cracking and peeling caused by sudden cooling and heating; the number of electrode baking times shall not exceed 2 times.
4.3 Steel Material Management
(1)The steel materials used in this project shall have quality certificates. At the time of material receipt, the material quality certificates shall be verified, and the grade, specification, quantity, appearance quality, etc., of the materials shall be inspected. Timely verify whether the physical objects match the material quality certificates, and comply with the corresponding material standards and design requirements.
(2)Materials such as plates, steel sections and pipes shall be marked with project identification colors, materials, specifications, etc. When part of the materials are received, the marks on the remaining parts shall be updated immediately.
(3)Materials shall be stacked in an orderly manner. To prevent deformation, materials shall be placed flat. If the flatness of the plate is found to exceed the tolerance, it must be corrected by flame straightening before cutting. The temperature of flame straightening shall be controlled below 900℃.
(4)Remaining materials from processing shall be marked with material and specification, then returned to the warehouse and registered.
(5)Studs, small parts and processed components shall be stored centrally, and the project category, material specification, etc., shall be marked in appropriate places.
4.4 Coating Management
Coatings shall be stored away from fire sources in special warehouses to prevent sun and rain, keep ventilated. The A and B components of different coating


 Scan the QR code and add WeChat
Scan the QR code and add WeChat